
Abstract
Steel reinforced concrete is a widely used material for constructing large spanning planar building elements due to its strength, durability, and low cost, but its environmental impact, long fabrication time, and relatively low structural performance demonstrate the need for innovation. To address these issues, this study proposes a novel design methodology and fabrication method that integrates robotic Fibre Reinforced Polymer (FRP) woven reinforcement that is optimized using a Multi-Weight Bi-directional Evolutionary Structural Optimization (MW-BESO) algorithm. The optimized FRP reinforcement is then cast in epoxy resin to produce the large scale planar building element. The methodology is evaluated through a Tabletop prototype and other small-scale rapid prototypes, which demonstrate the successes, challenges, and limitations of this approach. The study outlines the material and methodological testing conducted to assess the effectiveness of using the MW-BESO algorithm with robotic FRP weaving and describes the workflow of transforming the resulting 3D MW-BESO geometry into a 2D robotic winding path for fabrication. The research shows that this methodology has the potential to reduce the environmental impact, stimulate innovative design solutions, and streamline the fabrication of large scale building elements, providing a promising avenue for the development of sustainable and efficient construction techniques.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Steel reinforced concrete is widely used in the architectural industry for large spanning planar building elements due to its strength, durability, and low cost (Cement Concrete & Aggregates Australia 2014). However, the environmental impact, limited design solutions, and lengthy fabrication time associated with this material are of concern. An alternative material, Fibre Reinforced Polymer (FRP) composite, is significantly lighter, reduces fabrication time, and increases durability while also providing a higher strength and stiffness to weight ratio (Bazli and Abolfazli 2020).
The following research builds on the existing discourse from the University of Stuttgart and RMIT University by exploring an innovative methodology for FPR composite elements. The methodology aims to build an workflow of for highly efficient fabrication for topologically optimized structure, by developing algorithm of translating its organic mass into continues wind path, and develop automated fabrication process. The proposed methodology is tested using the Tabletop prototype which reveals the difficulties, limitations and successes of this design and fabrication methodology. A three-stage process is developed for the tabletop fabrication; Stage One: generate the MW-BESO algorithm geometry and winding pattern; Stage Two: sort the winding pattern using an automatic sorting algorithm and Stage Three: fabrication of the Tabletop using an industrial robot arm.
2 Background
The proposed workflow builds on the current discourse of research from the University of Stuttgart and RMIT University. The University of Stuttgart focuses on architectural applications of biomimicry through robotic FRP woven pavilions (Parascho et al. 2014). RMIT University focuses on BESO algorithms to optimise structures, fabricating with 3D printing technologies (Allouzi et al. 2020). To date, the BESO algorithm and FRP robotic winding have been researched independently, however the Tabletop combines the two methodologies. The result is an innovative way to design and fabricate FRP composite structures.
Pavilion X-Form by RMIT University effectively explores the use a BESO algorithm for designing (Wen Bao et al. 2022). The project is a robotically 3D printed structural column that is designed using a BESO algorithm; creating an innovative and efficient form (Wen Bao et al. 2022). A critical component of this research is the combination of the BESO algorithm and 3D printing technologies. This methodology successfully produces an efficient workflow that optimizes fabrication of large vertical structural members that would otherwise be slow to construct and require a large volume of concrete. The Pavilion demonstrates the success of combining a BESO algorithm with 3D printing fabrication. However, the vertical nature of 3D printing limits the type of elements that can be constructed.
Robotic FRP winding technologies have been researched to create light-weight tensile structures (University of Stufttgart n.d). The advantages of using FRP composite materials with robotic fabrication are demonstrated by the ICD/ITKE Research Pavilion 2016–17 at the University of Stuttgart (Solly et al. 2018a, b). The project explores how a FRP lattice shell can create a large spanning bespoke cantilevering structure; fabricated through robotic weaving (Solly et al. 2018a, b). The Pavilion demonstrated the capabilities of the FRPs strength to weight ratio (Bazli and Abolfazli 2020). One key aspect of the research is the ability to fabricate a FRP structure that extends beyond the reach of a single industrial robot arm (Solly et al. 2018a, b). The methodology used to create larger FRP structures provides a tested precedent that indicates how FRP composite elements can replace large reinforced concrete components. The ICD/ITKE Research Pavilion 2016–17 does not explore using FRP fibre in specific locations to add reinforcement strength. Instead, it uses a uniform sweeping surface to create its high-performing organic shape. Moreover, the Pavilion does not explore uniform composite elements, an exploration that the Tabletop prototype undertakes. The proposed methodology expands upon the current research discourse by designing and fabricating a MW-BESO FRP reinforced Tabletop that is robotically fabricated.
3 Workflow
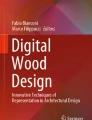
The proposed workflow is in three main stages that were developed and tested for the Tabletop (Fig. 1). Stage One: generating the MW-BESO algorithm geometry and winding pattern; Stage Two: sorting the winding pattern for fabrication using an automatic sorting algorithm; and Stage Three: fabrication of the Tabletop using an industrial robot arm.

A The generated BESO geometry, B the automatically sorted winding path and C the fabrication of the Tabletop using a robot arm.
Stage One involves the process of generating the base geometry that will then be translated into the FRP winding pattern. A MW-BESO algorithm is run with the overall dimensions, material properties and load values to create a 3D geometric component (Fig. 1A). To transform this 3D geometry into a 2D winding pattern, a script is run that creates a pattern which replicates the 3D geometry and will become the robot winding path. To replicate the structural performance in 2D, the thickness of the 3D geometry is measured and additional winding strokes are added in to mimic additional thickness in the original 3D geometry.
Stage Two focuses on turning the FRP winding pattern into a robot winding path (Fig. 1B). The FRP winding pattern processes through an automatic sorting algorithm which sorts and connects the pattern into one continuous winding path.
Stage Three is the fabrication of the Tabletop prototype which has a 1800 mm diameter and a thickness of 20 mm. The Tabletop’s FRP reinforcement is woven using a robot arm to increase fabrication time and accuracy of the reinforcement’s location (Fig. 1C).
3.1 Topological Optimised Planar Structure
The Multi-weight Bi-directional Evolutionary Structural Optimization (MW-BESO) algorithm, originally proposed by Yan et al. (2022), is used to generate the 3D geometry that will inform the FRP reinforcement’s design. MW-BESO is an extension of the well-known Bi-directional Evolutionary Structural Optimization (BESO) method developed by Huang and Xie (2010). The BESO method aims to produce the most efficient structural layout by iteratively adding or removing materials based on Finite Elemental Analysis data. However, it can only generate a single form with the highest structural performance under a given loading condition, often without consideration of additional requirements or aesthetic preferences.
To address these limitations, the MW-BESO algorithm incorporates weighting coefficients that allow designers to adjust the impacts of different loading conditions on the optimization results. The initial model is a 3D model consisting of shell elements instead of a 2D model, meaning that the plates can resist vertical gravity loads even with a flattened shape; similar to an overhanging roof. Besides topological relationships inside designs, the shape of these rigid structures with small deformations will not be changed during the topology optimization evolution process because the material distribution is the main optimized object rather than the surface shape. FRP reinforcement is needed as it is as a gravity load-bearing solid. This approach enables the generation of multiple structural designs under the same loading conditions by varying the weighting coefficients. For the Tabletop prototype, two distinct loading cases are considered: gravity acting across the entire domain and torsion applied at the inner boundaries. Gravity tends to produce straight beams from the outer boundary to the centre, while torsion induces curved beams. By adjusting the weighting coefficients, designers can prioritise the relative importance of these two loading cases in their design concepts (Fig. 2).

Generation of optimized plannar reinforcement via BESO
To utilise the MW-BESO algorithm’s 3D solution, it must be converted into a 2D winding pattern. To achieve this, a script is run that replicates the 3D geometry’s stress pattern distribution. One limitation of robotic fabrication is the reach of the robot arm. To address this limitation, the pattern is then split into 8 segments. This approach ensures that the robot arm can accurately fabricate each component and provides an example of how larger components could be fabricated on site with only one robot arm.
In the MW-BESO geometry, thicker material equates to more load stress. At this step, the pattern simply traces the MW-BESO optimised geometry and reveals the primary stress distribution. However, to incorporate the increased material distribution, an algorithm is developed to replicate the material thickness by altering the FRP stroke number based on the MW-BESO geometry.
The gap widths between the hollow sections vary in different locations based on the MW-BESO result (Fig. 3A). While using the FRP stroke to wind the pattern, the significance of the material can be demonstrated through the stroke number in different locations. Multiple strokes achieve stronger reinforcement than a single stroke. Therefore, an algorithm is developed to firstly search the affected region width of each single line. The width is utilized to determine the stroke number of each single path line. In the Tabletop, a minimum of 2 strokes and maximum of 8 strokes are demonstrated as a showcase (Fig. 3C).

A Shows the additional material distribution, B shows the single stroke pattern, C shows the additional winding strokes.
3.2 One Stroke Path Planning
The generated MW-BESO pattern is geometrically complex. Different from the winding pattern in boundary/ridge anchor winding systems (Knippers et al. 2015) where the anchors are located at edge or geometrical ridges and the surface is defined with fibre sweeping between the anchor, MW-BESO pattern creates a surface via edge networks of indefinite complexity. Thus, additional challenges for robotic path planning are present. The challenges are:
-
1.
All edges should be traversed in a single stroke with a continuous fibre bundle, without cutting and re-connecting fibre when the stroke is interrupted.
-
2.
All edges should be traversed with equal amount of repetition, to ensure the optimal scale and distribution of the edge members is maintained for material efficiency and overall performance.
-
3.
The path planning should be informed by the entry and exit angle of the path through each anchor point, ensuring that the fibre is fully anchored to the point.
To address these challenges, the pattern is split at each vertices to create a web of edges. To ensure all edges can be evenly traversed in a single stroke, the edges in the edge set are directional, with its reverse edges added to the edge set. According to the Euler’s Theorem, adding the reverse edges into the edge set ensures that there is an exit path traversing every edge exactly once, a Eulerian path. Thus, this set of edges allows for an existing robotic winding path that traverses each edge in the initial edge set exactly twice.
To achieve this path, a path planning algorithm is developed based on depth-first search (DFS). DFS is an algorithm in graph theory for search or traverse through a graph or tree structure. Starting at a root node identified by the designer as the starting point of the winding sequence, the algorithm explores as deep as possible through the network of edges without revisiting the nodes. Once it reaches the deepest node possible where all connected nodes are visited already, it traverses all the edges to and from the connected node then recurs back to earlier branches. With this method, a Eulerian path is generated that starts with the root node, traverses each edge in the initial graph exactly twice, then returning to the root node (Fig. 4).

Path planning with depth-first-search.
Once the sorted single stroke path is established, it is crucial to identify how the winding end effector would travel around each node, so that the fibre filament is fully anchored to the node. The strategy is to evaluate the entry and exit direction of the path, and ensure the end effector always rotates around the anchor at the angle equal or greater than 180 degrees (Fig. 5).

A Demonstrates the challenge of the winding process B Anchor winding—travel around the anchor at the angle equal or greater than 180 degrees; C All fibre is anchored during continuous winding process.
3.3 Robotic Winding and Fabrication Process
The Tabletop prototype is the first full scale test of the proposed workflow (Fig. 6). The fabrication process involves two main steps: robotically winding the FRP MW-BESO path and casting the FRP reinforcement in epoxy. To ensure the success of each stage, overcome limitations of the workflow and resolving unforeseen issues, rapid small scale tests were conducted (Fig. 7).

Full scale tabletop prototype.

Exploring different prototypes using rapid small-scale tests; A Timber mould on baking paper with masking tape. B Timber mould on baking paper with FRP reinforcement. C Plastic mould on baking paper with FRP reinforcement. D Plastic mould on melamine. E Plastic mould on acrylic.
Winding the FRP MW-BESO sorted path reveals several issues; friction, slow winding speeds and collisions with already woven fibre. To overcome the issue of friction, a custom end effector is designed. The end effector reduces winding friction due to its cylindrical spool and the fibre feeding angle into the end effector tip. Two different tips for the end effector are tested to resolve the issues of slow winding speed and collisions. The first tip is a bent metal tube. This tip increases winding times and causes major collisions. The second tip is a straight tube with a truncated cone end. This resolved those issues but does slightly increase friction. The second limitation is the limited reach of the robot arm which is resolved by splitting the pattern into 8 segments. This method provides a workflow for a single robot fabrication process which can be advantageous over other methods which have been tested at the University of Stuttgart (Solly et al. 2018a, b). Additionally, due to the specific placement of the anchors, it is crucial that the anchors can maintain the wound FRP’s shape while being easy to remove during the demoulding process. Several anchor types were tested: 3D printed anchors, screws, and nails encased in plastic tubing. To resolve the issues of leaking and difficulties with demoulding, nails encased in plastic tubing are used (Fig. 8).

Time lapse of the winding process around an anchor; A Leaving the previous anchor; B Approaching the subsequent anchor; C Winding around the anchor at an angle equal or greater than 180 degrees; D All fibre is anchored during continuous winding process.
The casting process aims to encase the FRP reinforcement with a smooth and transparent finish. The challenges are demoulding the final Tabletop and creating a 100% transparent finish with a uniformly smooth and elegant finish. The small prototypes resulted the final Tabletop having epoxy being poured on an acrylic sheet with a plastic ring border held in place with a silicon seal (Fig. 8D, E and F). This method achieves a Tabletop that is 1800 mm by 20 mm with a smooth and transparent finish. The edge condition is further tested to create an edge that is comfortable to lean on. The final method is filleting and polishing the edge to create a rounded and transparent surface which matches the top and bottom finishes of the Tabletop.
4 Discussion and Conclusion
In conclusion, this research has introduced a novel fabrication methodology for large spanning building components using Fibre Reinforced Polymer (FRP) composite material. The success of the proposed workflow lies in its ability to accurately create complex FRP reinforcement geometry using the MW-BESO algorithm, its efficiency in fabrication time, its reduced carbon emission, and its high structural performance. The Tabletop prototype, which has a span to thickness ratio of 1800:20 mm, provides a tangible example of the applicability of this methodology to the broader architectural fabrication process.
Compared to steel reinforced concrete, the FRP composite material offers several advantages, including higher structural performance, reduced fabrication time, reduced component thickness and material usage, and lower environmental impact. Although the initial cost of the FRP composite material may be higher, it is outweighed by its reduced environmental impact and lower maintenance costs. However, the adoption of this methodology requires advancements in computational optimization to reduce the complexity in generating the FRP pattern, as well as the adoption of fabrication automation and the reduction in the cost of the FRP.
The limitations of the proposed workflow include the reach of the robotic arm, which can be addressed by fabricating the FRP path in multiple parts and stitching them together. Additionally, the workflow requires formwork for the epoxy and additional time to remove the anchors from the set FRP reinforcement. Further research is needed to reduce the amount of preparation work required for this methodology.
Once these limitations are overcome, the adoption of this workflow has the potential to transform large scale planar building elements in the architecture industry. Therefore, the proposed methodology for large scale planar building elements provides a solution to the concerns and issues faced with steel reinforced concrete fabrication, and with further development and streamlining, has the potential to revolutionize the architectural industry.
References
Achintha, M.: Environmental impact and embodied energy (2016)
Allouzi, R., Al-Azhari, W., Allouzi, R.: Conventional construction and 3D printing: a comparison study on material cost in Jordan. J. Eng. 2020(1424682), 14 (2020)
Bazli, M., Abolfazli, M.: Mechanical properties of fibre reinforced polymers under elevated temperatures: an overview. Polymers (Basel) 12(11), 2600 (2020). PMID: 33167473; PMCID: PMC7694508. https://doi.org/10.3390/polym12112600
Cement Concrete & Aggregates Australia: Concrete Overview (2014). [Online] Available from: https://www.ccaa.com.au/CCAA/Industry/Concrete/CCAA/Public_Content/INDUSTRY/Concrete/Concrete_Overview.aspx?hkey=50e46381-71a1-4a42-a89f-d073f063ed51 [Accessed 20 November 2022]
Huang, X., Xie, Y.M.: Evolutionary Topology Optimization of Continuum Structures: Methods and Applications. John Wiley & Sons (2010)
Knippers, J., La Magna, R., Menges, A., Reichert, S., Schwinn, T., Weimar, F.: ICD/ITKE Research Pavilion 2012: coreless filament winding on the morphological principles of an arthropod exoskeleton. Architect. Des. 85(5), 48–53. Wiley, London, ISBN 978-11118878378 (2015). https://doi.org/10.1002/ad.1953
Querin, O.M., Young, V., Steven, G.P., Xie, Y.M.: Computational efficiency and validation of bi-directional evolutionary structural optimisation. Comput. Methods Appl. Mech. Eng. 189(2), 559–573, ISSN 0045-7825 (2000). https://doi.org/10.1016/S0045-7825(99)00309-6
Palmer, B.: Guide to concrete curing time & methods (2020). [Online] Available from: https://www.concretenetwork.com/curing-concrete/ [Accessed 12 February 2023]
Parascho, S., Knippers, J., Dörstelmann, M., Prado, M., Menges, A.: Modular Fibrous Morphologies: Computational Design, Simulation and Fabrication of Differentiated Fibre Composite Building Components (2014). https://doi.org/10.1007/978-3-319-11418-7_3
Protector, n.d.: FRP (Fibre Reinforced Polymers) Vs Concrete. [Online]Available from: https://protector.com.au/frp-fibre-reinforced-polymers-vs-concrete/ [Accessed 20 November 2022]
Solly, J., et al.: ICD/ITKE Research Pavilion 2016/2017: Integrative Design of Composite Lattice Cantilever. Massahusetts Institute of Technology, Cambridge (2018a)
Solly, J., Frueh, N., Saffarian, S., Prado, M., Vasey, L., Felbrich, B., Reist, D., Knippers, J., Menges, A.: ICD/ITKE Research Pavilion 2016/2017: Integrative Design of a Composite Lattice Cantilever (2018b)
University of Stufttgart, n.d.: Research area fibrous architecture. [Online] Available from: https://www.icd.uni-stuttgart.de/research/research-areas/fibre/ [Accessed 20 November 2022]
Wen Bao, D., Yan, X., Min Xie, Y.: Fabricating topologically optimized tree-like. J. Int. Assoc. Shell Spat. Struct. 63(10), 9 (2022)
Wilson, S.: Study: Construction Industry Still Slow to Adopt New Technology. Texas A&M University, Texas (2017)
Yan, X., Bao, D.W., Zhou, Y., Xie, Y.M., Cui, T.: Detail control strategies for topology optimization in architectural design and development. Front. Architect. Res. 11(2), 340–356 (2022)
Yang, X., Lehrecke, A., Tucker, C., Estrada, R.D., Maierhofer, M., Menges, A.: Spatial lacing: a novel composite material system for fibrous networks. Towards Radical Regeneration 556–568 (2022) https://doi.org/10.1007/978-3-031-13249-0_44
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this paper

Cite this paper
Boyter-Grant, K., Xin, Z., Bao, D.W., Yan, X., Luo, D. (2024). Weaving Tectonics: Algorithmically Optimised Robotic FRP Weaving of Large Scale Planar Forms. In: Yan, C., Chai, H., Sun, T., Yuan, P.F. (eds) Phygital Intelligence. CDRF 2023. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-99-8405-3_39
Download citation
DOI: https://doi.org/10.1007/978-981-99-8405-3_39
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8404-6
Online ISBN: 978-981-99-8405-3
eBook Packages: EngineeringEngineering (R0)