
Abstract
This paper presents a case study on the use of 3DCP to qualify rocky pontoons with spaces for recreational use—namely sitting areas, circulation trails and fishing activities—and biodiversity protection—providing habitat and refuge for native marine species—with a focus on the challenges and opportunities associated with 3DCP prefabrication for such a complex topographical context. We first discuss the benefits and disadvantages of 3DCP over traditional methods for retrofitting strategies with the support of state-of-the-art literature review. We then present a methodology for an experimental case study, organized in three stages: (1) a photogrammetric survey and digital reconstruction of the site´s rocky landscape, (2) the creation of a tool to generate and optimize custom-fit slabs based on their location on site, intended use and role in the protection of the natural ecosystem, and (3) the robotic fabrication of these slabs through 3DCP. Finally, we present our key findings, revealing that 3DCP offers a viable and more efficient alternative for appropriating and revitalizing sites with a disorderly and highly complex topography.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
- 3DCP
- Additive Manufacturing
- Photogrammetry Mapping
- Robotic Fabrication
- Adaptive Design
- Breakwaters
- Sea Life
1 Introduction
Coastal erosion is a major issue in coastal areas, caused by natural or human sources. Sediments are removed and dragged away by oceanic forces such as waves, currents and tides, which causes the coastline to retreat and land to be lost. In coastal urban areas, the swell and varying tides can cause damage or losses near buildings, so maritime protection structures are used to minimize such risks. Constructing breakwaters and seawalls has been done for centuries to break and weaken ocean waves, preventing coastal erosion and protecting coastal areas from the oceans. These structures are generally characterized by being formed by hills of thousands of large natural stone or concrete elements which form voids in their geometry or gaps between them, which produce the desired effect. Fishermen, hikers and tourists often use these constructions for their work or leisure, but they can be dangerous because of their irregularity in shape and difficulty of access.
In recent years, computational design and digital fabrication have enabled architects and engineers to create complex, detailed freeform spaces that were previously unimaginable with traditional techniques. Among several known exploratory projects in this area (Craveiro et al. 2019), perhaps due to the type of material traditionally employed or by the introduction of new goals in environmental sustainability, one of the digital manufacturing methods most in focus has been 3D Concrete Printing (3DCP), namely by extrusion. Despite advantages such as eliminating the need for formwork (cutting labour costs), reduced material waste and an opportunity for mass customization, two decades later, it's still hard to find this kind of Additive Manufacturing (AM) processes used in real construction projects.
This paper proposes using 3DCP to create a system of platforms for the crowning of sea-fronts or pontoons. These slabs can provide leisure and social spaces, fishing areas, pathways with viewpoints or urban furniture for appropriation by visitors. To get the perfect fit in a complex topography, we use the advantages of concrete AM so each segment replicates the digitalized geometry of its location, supporting itself and reducing the need for mechanical connections to the site.
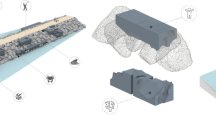
Besides that, the climate keeps changing. Human activities on a global scale have caused environmental problems felt worldwide. One of the most pressing and concerning issues is related to the oceans and sea life: the rising water levels and temperatures in the oceans is threatening the survival of many marine species. Coastal areas, as spaces of transition between land and sea, are also affected. They are home to important marine and wetland species whose diversity must be conserved. However, in today's rushed world, this link between the constructed and natural environments is often ignored or broken. In such sense, we believe AM processes can offer solutions of added value with regard to the creation of new micro-habitats. In our project, we configured the infill of our slabs with two main objectives in mind: increasing the strength of the prints to resist sea waves, and creating various empty pockets of space to emphasize the local marine life (Fig. 1).

Scheme of occupation of the rocky jetties, with custom-fit prefabricated concrete components, which expand public use and marine biodiversity.
2 State of the Art
3DCP has been used before to create protect coastal structures. Experiments carried out by WinSun have tested the prototyping of an element similar to the “Core-Loc®” typology, by using 3DCP techniques for the production of an integrated formwork (Winsun 2017). Nevertheless, we believe that the role of this technology does not match the scale and number of elements required for the formation of a breakwater structure, however, its potential to offer customised solutions that guarantee the resolution of specific problems stands out.
Some examples of the use of technology for the manufacture of coral reefs are also known. One of them is the X-Reef project developed by the consortium of XtreeE (2017) and Seaboost (2017). XtreeE is a specialist in 3D printing on a large scale, while Seaboost is an expert in maintaining and creating marine habitats. These companies aimed to replicate natural coral formations, which take centuries to form. 3DCP was selected for this task since it could create the various hollows in the structure. This technology enables us to build biomimetic reefs with complex geometry and varying curvatures that wouldn't be feasible using traditional concrete fabrication. Another benefit is the cost of production, which is smaller than methods like formwork. Our approach differs in that we focus also on creating recreational spaces and public areas in hard-to-use places, instead of objects completely submerged underwater. However, we think that the space between layers of infill at the base of the modules can be also used to create colonies of microorganisms like algae or small crustaceans, as proposed by the X-Reef project.
Typically, when a designer wishes to construct something upon uneven terrains or rock formations, the conventional method is to flatten the area (Wibranek 2019). This strategy will be costly and damaging to the environment, as the land cannot be restored. The SDU CREATE research group has shown the potential of 3DCP compared to conventional construction in similar cases with the Sense-ENV project. The project aimed to create a manufacturing process where the design is adapted instantly to the surface it will be applied to (Naboni 2022). A depth sensor-equipped camera was used to track the printing surface, enabling the extrusion path to be adjusted to the surface's topography, like the terrain where the printed parts are to be placed. The team has shown it's possible to customize parts by scanning the surface to get a virtual model, then printing with a path designed for that surface. The SDU's approach demonstrated the potential of 3D scanning for 3DCP, but this paper proposes a different direction. We use 3D scanning for 3DCP to enable the prefabrication of custom-fit components to real contexts.
It's also interesting for this paper's framework to consider some of the work of Darmstadt Technical University's Digital Research Unit (DDU). This group acquires 3D data of irregular stones using photogrammetry and laser scanning, then creates digital twins of the rocks to integrate them in a project of assembly (Wibranek 2019). This methodology is similar to the project in this paper, the main difference being the scale of production and the new uses proposed.
3 Methodology
The goal of implementing the system in the near future triggered the selection of the intervention site. After comparing a set of urban seafronts, the lighthouse area of Póvoa de Varzim (Portugal) was chosen as a case study due to its proximity to urban areas, tourist activity and fishing heritage. The intervention area was chosen based on fishing activities observed on-site, the uneven terrain, and the danger it represented in terms of access (Fig. 2).

Localization of the case study—Póvoa de Varzim lighthouse pontoon, Oporto, Portugal.
Our workflow has six parts, as illustrated in the diagram below. First, a photogrammetric survey of the area of intervention and, second, the subsequent post-processing of the 3D model. Design issues are addressed in step three. A parametric workflow (in Grasshopper) was used to generate solutions based on manufacturing rules (constraints such as maximum inclination angles) and parameters set by the user (such as desired function). The two following stages concern fabrication. First, the generation of the print path for each individual slab and the addition of its internal structure. Then, in the fifth step, the manufacturing in a laboratory environment with a Kuka KR120 robotic arm as manipulator of 3DCP process. Finally, the transport and post-tensioning in-situ to complete the final aggregation. However, the intervention's cycle will only be finished when humans use and adapt it regularly, and local fauna and flora create new micro-habitats inside (Fig. 3).

Scheme of the working methodology.
4 Digitalization
Laser, photogrammetry and structured light scanning techniques were considered to capture the intervention area of the pontoon. To produce a suitable context mesh, photogrammetry was chosen due to its high resolution, feasibility in outdoor environments and cost-effective equipment and post-processing. A single person surveyed the area with a mid-range digital camera, taking about 120 pictures. Each image is taken by moving around the selected area of interest in circular paths, varying the distance from the rocks and the camera's angle. It is important both to avoid self-shadowing and wet conditions that create reflective surfaces, as these create defective artifacts in the final mesh. After evaluating available photogrammetry software such as RealCapture, Meshroom and KIRI Engine, we got a fast and acceptable level of quality in reconstruction through PhotoCatch, computing in 50 min for an area of 3.5 m2 (Fig. 4).

Example of four pictures used for site photogrammetry (left) and generated mesh (right).
The resulting mesh is then imported into MeshLab, a post-processing program to clean and simplify high-poly meshes, which is necessary for the efficiency of the following design steps. We used a quadric edge collapse decimation algorithm to reduce the mesh size by 40%, with a deviation of less than 1 cm, not compromising the degree of similarity to the original rocks needed for a custom-fit print.
5 Generation of Custom-Fit Slabs
The process of arriving at a geometrical definition of each slab happens through a parametric workflow that can be applied to any location in the pontoon. The system takes the delimitation of an area of interest and overlaps a rationalized grid where each cell represents one module of the discretized platform. Different topological grids were studied in order to find the best configuration that balances local support, a good interlocking behavior and a convenient geometrical outcome for fabrication in 3DCP (Fig. 5).

Generative scheme of a platform.
First, a genetic algorithm is used to find the optimal overlap of (a) an 80 × 80 cm rectangular grid (available print area and weight limits affect the size) so that all the cells can be supported by the rocks below. After, the vertical edges are broken in the middle point (b) to create an interlocking effect amongst neighbors. Finally, each strip is subdivided (c) to ensure the slope is controlled, thus guaranteeing the fabrication of each piece. This produces pieces of different sizes that do not exceed maximum dimensions allowed by our printing process.
The final grid informs the perimeter of each slab. To get a volumetric configuration, we project points along the z-axis from each module at every centimeter onto the surveyed mesh, then use delaunay triangulation and conservative quadratic remeshing to polish off any imperfections. Finally, this mesh is extruded to reach the intended height on site, according to its functional role. This process was chosen instead of a straightforward boolean operation between the extrusion and the surveyed mesh in order to avoid the custom-fit mesh becoming tangled, with holes and unprintable (Fig. 6).

3D simulation of part of the platform to be produced.
Each element is unique, serving a specific purpose in the intervention, due to satisfying four objectives: (1) conformity to the geometry of the supporting rocks that latches it in place; (2) interlock with neighboring modules; (3) meet a functional necessity between horizontal circulation, vertical circulation, and resting; (4) provide a habitat for local fauna by the variations of the structural infill pattern.
6 Fabrication
A pre-production phase is needed to develop an effective production strategy for robotic manufacturing. Due to the complex and unique geometry of each slab when it contacts with the rocks of the pontoon, this phase includes tasks such as creating a print path that includes unique infill patterns and evaluating the advantages and disadvantages of the position/orientation in which the piece will be printed. After some preliminary tests, we defined that the parts should be printed laterally relative to their position in-situ.
Prototyping showed that a fabrication setup without added support can induce partial collapse when the slope induced by the supporting rock is too steep. To overcome this, similar experiments of printing highly complex geometries have reported favorable results using sand as support material (Ahmed et al. 2022). In this sense, we made some local support tests in the areas of greater instability after the deposition of the concrete, before it acquired resistance capacity. After the start of the curing process, the sand was removed, and this technique revealed not only a great increase in the success rate of the fabrication, but also minimized the geometric deviation to the digital twin.

Section print test of one of the prototypes, using sand as support material (left) and analysis of the photogrammetry model obtained with the target geometry (right).
Figure 7, on the right side, shows an analysis performed on a photogrammetric model from a fabrication test done inside a sand enclosure. It shows that the greatest deviations (yellow) happen when the curvature moves inwards, where there is no sand to support it. However, deviation in convex curvature is minimal.
For the production of the final prototype, the first step to enable fabrication was the development of a custom slicer to process each module and extract the toolpath that guides the robotic arm equipped with the extruder. The algorithm first draws horizontal planes spaced by the height of the printed layer (10 mm). It then calculates intersections between each plane and the geometry of the slab, resulting in a collection of closed curves that define its exterior boundary. These curves are then offsetted with half the print layer thickness to ensure a correct contact with the rocks. An initial assessment is then required to evaluate the slope of the part of the piece that will be in contact with the rocks in order to determine whether a reversal in its orientation would benefit the success of the impression.
The next step in slicing is creating infill that can adapt to the three function typologies: (1) stairs, (2) circulation and (3) bench. Our infill adopts a honeycomb-like configuration for structural performance, as well as to create pocket-like habitats. Its final design is automatically readjusted to support the various functions and multiple section dimensions along the platform. In the case of the first component produced, for example, there are three variants, shown in the figure: (a) when supporting the final step of a stair; (b) when supporting the first step of a stair or bench; and (c) when supporting a flat top surface (Fig. 8).

Different types of infill for reinforcing printed components and to ensure support for the upper layers.
Infill A, for example, is composed of three stacked chambers of different heights. Their boundaries are aligned horizontally so that we can guarantee continuity when overlapping the other infill types. Duplicate vertical lines are used to increase strength and guarantee a continuous printing path with aligned seams between layers. These are interrupted along their length to create voids for an anchoring system based on tensioned steel cables that cross the module aggregation.
Regarding the print settings, to have the best results the parameter of the layer height and thickness was tested in previous experiments with a 20 mm extrusion nozzle. These tests showed that for a print configuration with a 20 mm nozzle and a layer height of 10 mm, a layer width of 40 mm should be guaranteed throughout all of the printing process. For these large-scale prototypes, the Weber 160-1 mortar, a dry cement mixture specifically formulated for 3DCP processes, was used (Fig. 9).

Printing process of a full-scale prototype (left) and post-tensioning aggregation scheme of two printed sections (right).
7 Conclusion
We believe our proposed methodology has major benefits when dealing with sites of complex topography. Our scanning-to-fabrication setup provides a non-destructive way to intervene, while taking advantage of parametric systems to customize and modify the design to a wide range of contexts and goals. Furthermore, 3DCP is the only efficient way to produce the level of customization of prefabricated components that is needed to assure an adequate fit to such complex geometries, such as the case of irregular rocky pontoons.
However, one of the greatest obstacles to full-scale manufacturing is related to the available equipment. Until this moment, larger modules couldn't be produced because of their weight, and had to be subdivided into smaller components. This has damaging consequences to the performance in-situ, given that an increase in weight would strengthen the resistance to waves.
A more in-depth evaluation will be carried once it becomes possible to install the modules onsite and test the feasibility of the project in relation to its ability to sustain marine organisms, something yet to be proven. Further work can also be done on expanding the range in functional uses of the slabs, as well as experimenting with variations in the infill patterns to offer other more adequate habitats for marine life.
References
Craveiro, F., Duarte, J.P., Bartolo, H., Bartolo, P.J.: Additive manufacturing as an enabling technology for digital construction: a perspective on construction 4.0. Autom. Constr. 103, 251–267 (2019). https://doi.org/10.1016/j.autcon.2019.03.011
Dilberoglu, U.M., et al.: The role of additive manufacturing in the era of Industry 4.0. Procedia Manufacturing 11, 545–554 (2017)
Winsun: Winsun 3D printing ecological coastline: Build coastal ecology and man-made wave prevention (2017). http://www.winsun3d.com/En/News/newsinner/id/459. Accessed 18 May 2021
XtreeE: X-Reef, in the Calanques national park (2017). https://xtreee.com/en/project/xreef/. Accessed 24 May 2021
Seaboost: Seaboos—Our projects (2017). https://www.seaboost.fr/en/our-projects/. Accessed 11 Jan 2023
Wibranek, B., Tessmann, O.: Digital Rubble—Compression-Only Structures with Irregular Rock and 3D Printed Connectors. Proceedings of the IASS (2019)
Scan-Print-Assemble. https://ddu-research.com/scan-print-assemble/. Accessed 19 May 2021
Naboni, R., Breseghello, L., Sanin, S.: Environment-Aware 3D Concrete Printing through Robot-Vision (2022). https://doi.org/10.52842/conf.ecaade.2022.2.409
Nicholas, P., Rossi, G., Williams, E., et al.: Integrating real-time multi-resolution scanning and machine learning for Conformal Robotic 3D Printing in Architecture. Int. J. Archit. Comput. 18(4), 371–384 (2020)
Alkadi, F., Lee, K., Bashiri, A., et al.: Conformal additive manufacturing using a direct-print process. J. Addi. Manuf. 32, 100975 (2020)
Anton, A., Reiter, L., Wangler, T., Frangez, V., Flatt, R.J., Dillenburger, B.: A 3D concrete printing prefabrication platform for bespoke columns. Autom. Construct. 122, 103467 (2021). https://doi.org/10.1016/j.autcon.2020.103467
Shaker, A., Khader, N., Reiter, L., Anton, A.: 3D printed concrete tectonics assembly typologies for dry joints. Autom. Construct. 122 (2021)
Vasquez, A., Chen, L.: Automated generation of custom fit PPE inserts: for respiratory masks using 2D and 3D anthropometric data. In: ACADIA2021 Realignments: Toward Critical Computation (2021)
Ahmed, Z., Wolfs, R., Bos, F., Salet, T.: A framework for large-scale structural applications of 3D printed concrete: the case of a 29 m bridge in the Netherlands. Open Conf. Proc. 1, 5–19 (2022). https://doi.org/10.52825/ocp.v1i.74Fi
Acknowledgments
This work is co-funded by the European Regional Development Fund (ERDF) through the Operational Competitiveness and Internationalization Programme (COMPETE 2020) of the Portugal 2020 Program [Project No. 47108, “SIFA”; Funding Reference: POCI-01-0247-FEDER-047108. It is co-financed by the Project Lab2PT—Landscapes, Heritage and Territory laboratory—UIDB/04509/2020 through FCT—Fundação para a Ciência e a Tecnologia and by FCT Doctoral Grant with the reference SFRH/BD/145832/2019. We are grateful to the School of Architecture, Art and Design of University of Minho for hosting and supporting the ARENA Laboratory. We are also grateful to Saint-Gobain Weber for its monitoring and supply of the material.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this paper

Cite this paper
Ribeiro, J., Silva, J.M., Morais, A., Figueiredo, B., Cruz, P.J.S. (2024). 3DCP for Complex Sites: Robotic Fabrication of Custom-Fit Slabs in Irregular Pontoons. In: Yan, C., Chai, H., Sun, T., Yuan, P.F. (eds) Phygital Intelligence. CDRF 2023. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-99-8405-3_41
Download citation
DOI: https://doi.org/10.1007/978-981-99-8405-3_41
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8404-6
Online ISBN: 978-981-99-8405-3
eBook Packages: EngineeringEngineering (R0)