
Abstract
A research team at Florida International University Robotics and Digital Fabrication Lab has developed a novel method for 3d-printing curved open grid core sandwich structures using a thermoplastic extruder mounted on a robotic arm. This print-on-print additive manufacturing (AM) method relies on the 3d modeling software Rhinoceros and its parametric software plugin Grasshopper with Kuka-Parametric Robotic Control (Kuka-PRC) to convert NURBS surfaces into multi-bias additive manufacturing (MBAM) toolpaths. While several high-profile projects including the University of Stuttgart ICD/ITKE Research Pavilions 2014–15 and 2016–17, ETH-Digital Building Technologies project Levis Ergon Chair 2018, and 3D printed chair using Robotic Hybrid Manufacturing at Institute of Advanced Architecture of Catalonia (IAAC) 2019, have previously demonstrated the feasibility of 3d printing with either MBAM or sandwich structures, this method for printing Compound-Curved Sandwich Structures with Robotic MBAM combines these methods offering the possibility to significantly reduce the weight of spanning or cantilevered surfaces by incorporating the structural logic of open grid-core sandwiches with MBAM toolpath printing. Often built with fiber reinforced plastics (FRP), sandwich structures are a common solution for thin wall construction of compound curved surfaces that require a high strength-to-weight ratio with applications including aerospace, wind energy, marine, automotive, transportation infrastructure, architecture, furniture, and sports equipment manufacturing. Typical practices for producing sandwich structures are labor intensive, involving a multi-stage process including (1) the design and fabrication of a mould, (2) the application of a surface substrate such as FRP, (3) the manual application of a light-weight grid-core material, and (4) application of a second surface substrate to complete the sandwich. There are several shortcomings to this moulded manufacturing method that affect both the formal outcome and the manufacturing process: moulds are often costly and labor intensive to build, formal geometric freedom is limited by the minimum draft angles required for successful removal from the mould, and customization and refinement of product lines can be limited by the need for moulds. While the most common material for this construction method is FRP, our proof-of-concept experiments relied on low-cost thermoplastic using a specially configured pellet extruder. While the method proved feasible for small representative examples there remain significant challenges to the successful deployment of this manufacturing method at larger scales that can only be addressed with additional research. The digital workflow includes the following steps: (1) Create a 3D digital model of the base surface in Rhino, (2) Generate toolpaths for laminar printing in Grasshopper by converting surfaces into lists of oriented points, (3) Generate the structural grid-core using the same process, (4) Orient the robot to align in the direction of the substructure geometric planes, (5) Print the grid core using MBAM toolpaths, (6) Repeat step 1 and 2 for printing the outer surface with appropriate adjustments to the extruder orientation. During the design and printing process, we encountered several challenges including selecting geometry suitable for testing, extruder orientation, calibration of the hot end and extrusion/movement speeds, and deviation between the computer model and the physical object on the build platen. Physical models varied from their digital counterparts by several millimeters due to material deformation in the extrusion and cooling process. Real-time deviation verification studies will likely improve the workflow in future studies.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
- 3D Printing
- Multi-Bias Additive Manufacturing
- Robotics
- Sandwich Structures
- Parametric Modeling
- Digital Fabrication
1 Introduction
A team of researchers at Florida International University (FIU) Robotics and Digital Fabrication Laboratory (RDF Lab) has developed a novel method for 3D printing sandwich structures using Multi-Bias Additive Manufacturing (MBAM). A major challenge for architecture and industrial manufacturing is the design and fabrication of compound-curved thin-walled structures that are both strong and lightweight. One solution to this particular design problem is the sandwich structure (Rajpal et al. 2018). Sandwich structures rely on thin, parallel surfaces of similar material thickness and composition with an intermediary layer of hollow grid-core or hexagonal-core material (Feng et al. 2020).
The design of structural sandwiches allows for thin, lightweight structures that can resist bending moments far more efficiently than other thin-walled designs such as monocoque construction (Vinson 2018). When this assembly design is combined with compound curved topologies, the result is a surprisingly robust construction, resistant to bending moments, with a high stiffness to weight ratio (Zenkert 1995). Some common applications for lightweight high-performance compound curved surfaces include (but are not limited to) aerospace, wind energy, marine, automotive, transportation infrastructure, architecture, furniture, and sports equipment manufacturing (Vinson 2018). Recent advances in robotic AM offer a manufacturing solution to create these types of sandwich structures that may be more efficient and less labor intensive than the way they are currently manufactured.
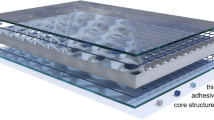
Marine vessel manufacturing commonly uses compound curved sandwich structures made from fiber reinforced plastics (FRP). FRP sandwiches are manufactured with re-useable moulds to make stiff but lightweight hull and deck assemblies for yachts and boats (Palomba et al. 2022). Typical practices for producing FRP sandwich structures are labor intensive, involving a multi-stage process including (1) the design and fabrication of a mould, (2) the manual application of a FRP surface substrate, (3) the manual application of a light-weight foam or pattern-core material, and (4) application of a second FRP surface substrate to complete the sandwich (Al-Khazraji et al. 2023). While this is a cost-effective method for mass production, there are several shortcomings to this manufacturing method that affect both the formal outcome and the manufacturing process: moulds are often costly and labor intensive to build, formal geometric freedom is limited by the minimum draft angles required for successful removal from the mould, and customization and refinement of product lines can be limited by the reliance on moulds (Ricardou 2019). AM may offer a solution to mitigate these shortcomings (Fig. 1).

Typical sandwich construction used in FRP marine vessel manufacturing showing dry fitting a foam core before the final FRP layer is applied (N.B.: the molded deck assembly is commonly inverted during the manufacturing process, as shown). Image from Ricardou (2019).
To make 3-dimensional objects using AM, an object or part is typically sliced into a series of 2-dimensional layers of uniform thickness that can be sequentially extruded relative to a fixed horizontal reference plane (this will be referred to as laminar printing). While laminar printing is an efficient method for making certain types of geometry it is an ineffective method for printing robust, thin-walled curved surfaces (Gardner et al. 2018). Meanwhile, MBAM offers a method of printing that relies on toolpaths that trace 3-dimensional curved paths through a part with a dynamically changeable reference plane (Fig. 2).

Laminar printing traces sequential 2D toolpaths (yellow) parallel to a fixed horizontal reference plane. MBAM printing traces 3D toolpaths (red) with dynamically changing reference planes such that the extruder remains perpendicular to the surface curvature normals.
2 Methods
Our method for printing compound curved sandwich structures relied on the 3D modeling software Rhinoceros to create NURBS surface geometry, the visual scripting software Grasshopper to transform that geometry into toolpaths, and the robotic programming plug-in KukaPRC to generate movement programs. To ensure faster and cleaner prints, we created continuous spiral toolpaths for each of three sequential movement programs: (1) a compound curved base surface printed using a laminar extrusion method, (2) a MBAM grid-pattern core, and (3) a horizontally constrained MBAM outer surface (Fig. 3).

a The Base Layer Toolpath script shows a simple laminar toolpath printed with the extruder oriented perpendicular to the build platen. b The Gridcore Toolpath script shows a convex grid pattern printed with the extruder oriented perpendicular to a plane describing the average of the curvature normals of the Base surface. c The Final Layer Toolpath script shows a laminar toolpath printed with the extruder oriented perpendicular to a plane describing the average of the curvature normals of the Gridcore and Base surface. d The Grasshopper script shows the formulation for three sequential toolpaths labeled Base, Grid Core, and Final Layer describing an integrated workflow for generating the MBAM toolpaths.
While speed, temperature, and extrusion rates were controlled using a purpose-built manual switch box, digital I/O (Input/Output) information was included in each toolpath to turn on and off the extruder at the beginning and end of each movement program.
The fabrication setup consisted of a 6-Axis Kuka KR10-R1100 robotic arm with a non-integrated Massive Dimension pellet extruder featuring a 1mm nozzle printing on a 600 × 600 mm build platen. A custom switch box controlled basic extruder functions and settings such as extrusion rate, hot end temperature, and cooling fan speed. Using these parameters for extrusion, the minimum and maximum layer thickness achieved during the experiments ranged from 0.5mm to 3mm. Demonstration prints used transparent PLA pellets for laminar printed surface substrates, while pattern core toolpaths were printed in black.
Stage one of the printing process consisted of a simple laminar print toolpath which will be referred to as the base surface. The extruder nozzle was oriented perpendicular to the build platen and a compound curved surface was extruded ensuring that the geometry maintained only modest overhangs to avoid heat related deformation or collapse. This base surface described and established the geometry upon which subsequent toolpaths were offset and extruded (see Fig. 4).

Stage one: a simple laminar print of the base surface where the extruder TCP is oriented vertical to the build platen.
Stage two of the printing process requires an understanding of tool center point (TCP): the orientation of the nozzle in relation to the printed part. For the grid-core printing, we mapped desired toolpath points onto a hypothetical surface offset from the base surface at a distance equal to the diameter of the nozzle (1 mm). The points were interpolated into a spiral tool path with the TCP maintaining an orientation perpendicular to the normal of the curvature of the offset surface (see Fig. 5). In order to ensure proper adhesion of the grid core to the base surface we used KukaPRC to generate nominally slower linear movements. Cooling fans were deployed to prevent overheating and potential deformation of the base surface.

Stage 2: the grid core is printed using vertical and horizontal MBAM toolpaths where the TCP is oriented perpendicular to the normal of the curvature of the base surface.
Stage three of the printing process used a similar offset 1mm from the interpolated surface of the grid core with a toolpath similar to the base surface. However, similar to stage two, the movement program oriented the TCP of the extruder perpendicular to the normal of the curvature of the offset surface. So, while it traced a laminar toolpath, its movement parameters maintained an orientation perpendicular to both the base surface and the grid core (see Fig. 6).

Stage 3: the final layer is printed using MBAM toolpaths where the TCP is oriented perpendicular to the normal of the curvature of the base surface.
3 Results
Initial testing of this method for printing open grid-core sandwich structures appears promising. The MBAM method and toolpaths shown in this paper cannot be produced with conventional planar slicers. Using the computational workflow and fabrication process described above we were able to successfully print a series of sandwich structures that demonstrate the feasibility of printing lightweight compound curved parts that may prove to be more robust than conventionally printed parts and conventionally manufactured sandwich structures. While testing will be required to verify these results, performance analysis remains outside the scope of this investigation.
The method we developed for MBAM printing of sandwich structures relies on several factors at the intersection of computational design and fabrication testing. First, we had to determine the shortest continuous toolpath to reduce the overall print time: we found that a spiral toolpath proved the most effective. It was also observed that a strategic combination of laminar toolpath for the base surface and multi-bias toolpaths for grid core and outer shell, allowed for better cross-sectional strength between the layers. Second, we had to determine the orientation of the extruder perpendicular to the curvature normals of the base surface while also avoiding collisions between the extruder, the part, and the robot arm. To avoid these collisions, instead of directly printing the grid-core normal to the base surface, we introduced an additional rotation of the TCP (see Figs. 4 and 5). The print time of grid-core layers, was also increased to allow for PLA to slowly deposit and adhere better to the base surface. Finally, the motion planning of the extrusion also depends on the hardware and the design of end-effectors to determine feasibility of the toolpaths. We calibrated the movement speed of the robot with both extrusion rate and hot end temperature using a manually controlled switchbox in order to maintain predictable material extrusion results. We found that modest changes in these three variables led to dramatically different results.
4 Discussion
There are a series of issues that we resolved in order to develop this method for MBAM printing of sandwich structures. In this section we will discuss how we resolved the critical challenges we encountered and suggest areas of future fabrication research that will be needed in order to refine this MBAM printing method.
Our printing method proved especially successful for broad areas of modestly inflected compound curved surfaces. On modestly convex surfaces the orientation of the extruder perpendicular to curvature normals was less critical than anticipated. On these surfaces we found that a single reference plane was sufficient for extruding the Stage Two grid core material. However, relying on a single reference plane for extruding the Stage Three final surface was less successful, resulting in a part with less predictable surface characteristics than the Stage One base surface. Additional testing will be required to determine the critical limits to TCP perpendicularity relative to convex and concave surfaces.
On more radically curved or folded surface inflection points the printing method was especially problematic with our equipment. We found that consistent movement speed of the robot during reorientation to a folded surface did not always correspond with consistent movement speed of the nozzle. This led to excessive material extrusion on outside corners (see Fig. 7). This issue can be easily corrected: our rather primitive setup used a constant extrusion rate relative to the movement speed of the robot. With a more fully integrated extrusion tool it is quite simple to add g-code that links the extrusion rate relative to the motion speed of the tool TCP along a toolpath. However, additional testing will be required to fine-tune the behavior of the tool on outside corners of folded surfaces.

Initial Stage One and Stage Two testing with modestly curved surfaces.
Unsurprisingly, we found that extruded material behaved differently at various stages of the MBAM printing process. The temperature, extrusion rate, and movement speed needed to be adjusted based on the orientation of the extruder and the direction of the extrusion toolpath (horizontal vs. vertical). Moreover, the effects of gravity on material adhesion, slumping, sagging, and deformation remained less predictable in Stage Two and Stage Three of the printing process. Our ability to manually fine-tune extrusion rate, temperature, and fan speed proved to be critical for achieving acceptable results. Extensive fabrication testing will be required in order to establish baseline settings for various tool parameters.
Variability in the actual geometry of the printed part relative to the 3D model resulted in inconsistent printing behavior. Even modest slumping in the base surface during the cooling process led to irregular spacing between the extruder nozzle and the base surface upon which new toolpaths were traced. This variability due to slumping produced knock-on effects which required us to manually reposition the build platen to close the gap between the nozzle and the surface. At other points, the nozzle was too close to the surface resulting in secondary heating of the base surface and subsequent deformations (see Fig. 8). Additional testing and experience working with specific geometry, materials, and settings can address these issues.

Initial Stage Two and Stage Three testing with modestly curved surfaces.
The reach of our robotic arm and the configuration of our extruder proved to be serious limitations to our ability to test various parts at different scales. In particular, the size of our pellet extruder limited our movement and orientation options due to self-collision. The mesh model of the extruder we used in Kuka PRC failed to register collisions with the robotic arm during simulations. Therefore, we had to test our movement programs extensively to avoid damaging our equipment. An ideal extruder mounting point would be further from the nozzle and feature less material above the wrist resulting in fewer opportunities for collisions with the robotic arm. Additionally, a filament extruder would likely be smaller in size and would not be subject to some of the gravity related feed errors that we encountered with our pellet extruder.
In conclusion, our method of MBAM printing grid core sandwich structures suggests several promising practical applications in 3D printing including furniture pieces and components, marine vessel deck structures and accessories, architectural brackets and struts, add-on grid core extrusions on existing curved surfaces, and MBAM toolpaths over sacrificial formworks. It is our hope that additional research will lead to full-scale prototypes that can be tested for strength in a lab and field tested for durability. Further, research with other thermoplastic, thermoplastic composites, and fiber reinforced thermoset materials can also be explored to overcome limitations of adhesion between layers and achieve higher strength to weight ratios. The results of this initial research are promising, contributing useful new knowledge to existing research on MBAM and non-planar 3D printing with novel toolpath configurations that extend the utility of 3D printing beyond conventional slicing methods.
References
Al-Khazraji, M.S., Bakhy, S.H., Jweeg, M.J.: Composite sandwich structures: review of manufacturing techniques. J. Eng., Des. Technol. (pre-print) (2023)
Alsharhan, A.T., Centea, T., Gupta, S.K.: Enhancing mechanical properties of thin-walled structures using non-planar extrusion based additive manufacturing. In International Manufacturing Science and Engineering Conference, vol. 50732, p. V002T01A016. American Society of Mechanical Engineers (2017)
Bhatt, P.M., Malhan, R.K., Shembekar, A.V., Yoon, Y.J., Gupta, S.K.: Expanding capabilities of additive manufacturing through use of robotics technologies: a survey. Addit. Manuf. 31, 100933 (2020)
Birman, V., Kardomateas, G.A.: Review of current trends in research and applications of sandwich structures. Compos. B Eng. 142, 221–240 (2018)
Braumann, J., Cokcan, S.B.: Digital and physical tools for industrial robots in architecture: robotic interaction and interfaces. Int. J. Archit. Comput. 10(4), 541–554 (2012)
Feng, Y., Qiu, H., Gao, Y., Zheng, H., Tan, J.: Creative design for sandwich structures: a review. Int. J. Adv. Rob. Syst. 17(3), 1729881420921327 (2020)
Gardner, J.A., Nethercott-Garabet, T., Kaill, N., Campbell, R.I., Bingham, G.A., Engstrøm, D.S., Balc, N.O.: Aligning material extrusion direction with mechanical stress via 5-axis tool paths. In 2018 International Solid Freeform Fabrication Symposium. University of Texas at Austin (2018)
Kladovasilakis, N., Charalampous, P., Tsongas, K., Kostavelis, I., Tzetzis, D., Tzovaras, D.: Experimental and computational investigation of lattice sandwich structures constructed by additive manufacturing technologies. J. Manuf. Mater. Process. 5(3), 95 (2021)
Krčma, M., Paloušek, D., Škaroupka, D., Braumann, J., Koutný, D.: Method of multiaxis three-dimensional printing with intralayer height variation for stairstep effect compensation. 3D Print. Addit. Manuf. (2022)
Kwon, H., Dillenburger, B.: Optimized internal structures for 3D-printed sandwich elements. In Proceedings of IASS Annual Symposia, vol. 2019, No. 6. International Association for Shell and Spatial Structures (IASS), October, pp. 1–8 (2019)
Ma, W., Elkin, R.: Sandwich Structural Composites: Theory and Practice. CRC Press (2022)
Mitropoulou, I., Bernhard, M., Dillenburger, B.: Print paths key-framing: design for non-planar layered robotic FDM printing. In: Symposium on Computational Fabrication, November, pp. 1–10 (2020)
Palomba, G., Epasto, G., Crupi, V.: Lightweight sandwich structures for marine applications: a review. Mech. Adv. Mater. Struct. 29(26), 4839–4864 (2022)
Parmar, H., Khan, T., Tucci, F., Umer, R., Carlone, P.: Advanced robotics and additive manufacturing of composites: towards a new era in industry 4.0. Mater. Manuf. Process. 37(5), 483–517 (2022)
Rajpal, R., Lijesh, K.P., Gangadharan, K.V.: Parametric studies on bending stiffness and damping ratio of sandwich structures. Addit. Manuf. 22, 583–591 (2018)
Retsin, G., Garcia, M.J.: Discrete computational methods for robotic additive manufacturing. In: Acadia, pp. 332–341 (2016)
Ricardou, F.X.: (2019). Sandwich: a composite used in shipbuilding. In: International Boats Magazine, December. https://www.boatsnews.com/story/27523/sandwich-a-composite-used-in-shipbuilding. Accessed 20 February 2023
Urhal, P., Weightman, A., Diver, C., Bartolo, P.: Robot assisted additive manufacturing: a review. Robot. Comput.-Integr. Manuf. 59, 335–345 (2019)
Vinson, J.R.: The Behavior of Sandwich Structures of Isotropic and Composite Materials. Routledge (2018)
Zaharia, S.M., Enescu, L.A., Pop, M.A.: Mechanical performances of lightweight sandwich structures produced by material extrusion-based additive manufacturing. Polymers 12(8), 1740 (2020)
Zenkert, D.: An introduction to sandwich structures (1995)
Zhang, G.Q., Li, X., Boca, R., Newkirk, J., Zhang, B., Fuhlbrigge, T.A., ... Hunt, N.J.: Use of industrial robots in additive manufacturing-a survey and feasibility study. In: ISR/Robotik 2014; 41st International Symposium on Robotics, June, pp. 1–6. VDE (2014)
Zhang, G.Q., Mondesir, W., Martinez, C., Li, X., Fuhlbrigge, T.A., Bheda, H.: Robotic additive manufacturing along curved surface—A step towards free-form fabrication. In: 2015 IEEE International Conference on Robotics and Biomimetics (robio), December, pp. 721–726. IEEE (2015)
Zhang, J., Yanagimoto, J.: Design of bendable sandwich sheets with 3D printed CFRP cores via multi-stage topology optimization. Compos. Struct. 287, 115372 (2022)
Zhao, G., Ma, G., Feng, J., Xiao, W.: Nonplanar slicing and path generation methods for robotic additive manufacturing. Int. J. Adv. Manuf. Technol. 96, 3149–3159 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2024 The Author(s)
About this paper

Cite this paper
Peterson, E., Kaur, B. (2024). Printing Compound-Curved Sandwich Structures with Robotic Multi-Bias Additive Manufacturing. In: Yan, C., Chai, H., Sun, T., Yuan, P.F. (eds) Phygital Intelligence. CDRF 2023. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-99-8405-3_44
Download citation
DOI: https://doi.org/10.1007/978-981-99-8405-3_44
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8404-6
Online ISBN: 978-981-99-8405-3
eBook Packages: EngineeringEngineering (R0)